PPS阻燃風管熱熔焊接:確保安全與效率的關鍵技術
在現代建筑和工業設施中,通風系統扮演著至關重要的角色。其中,
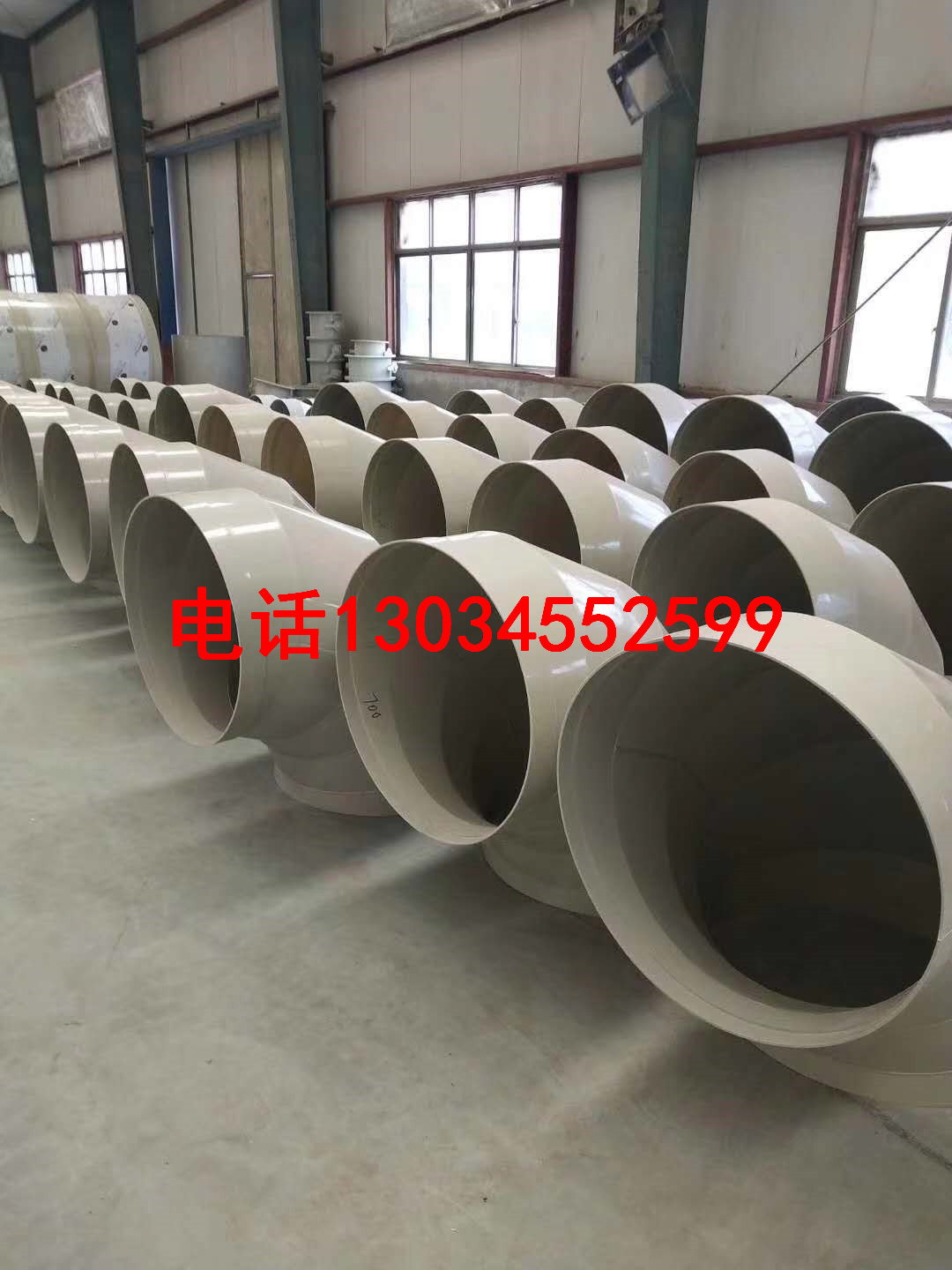
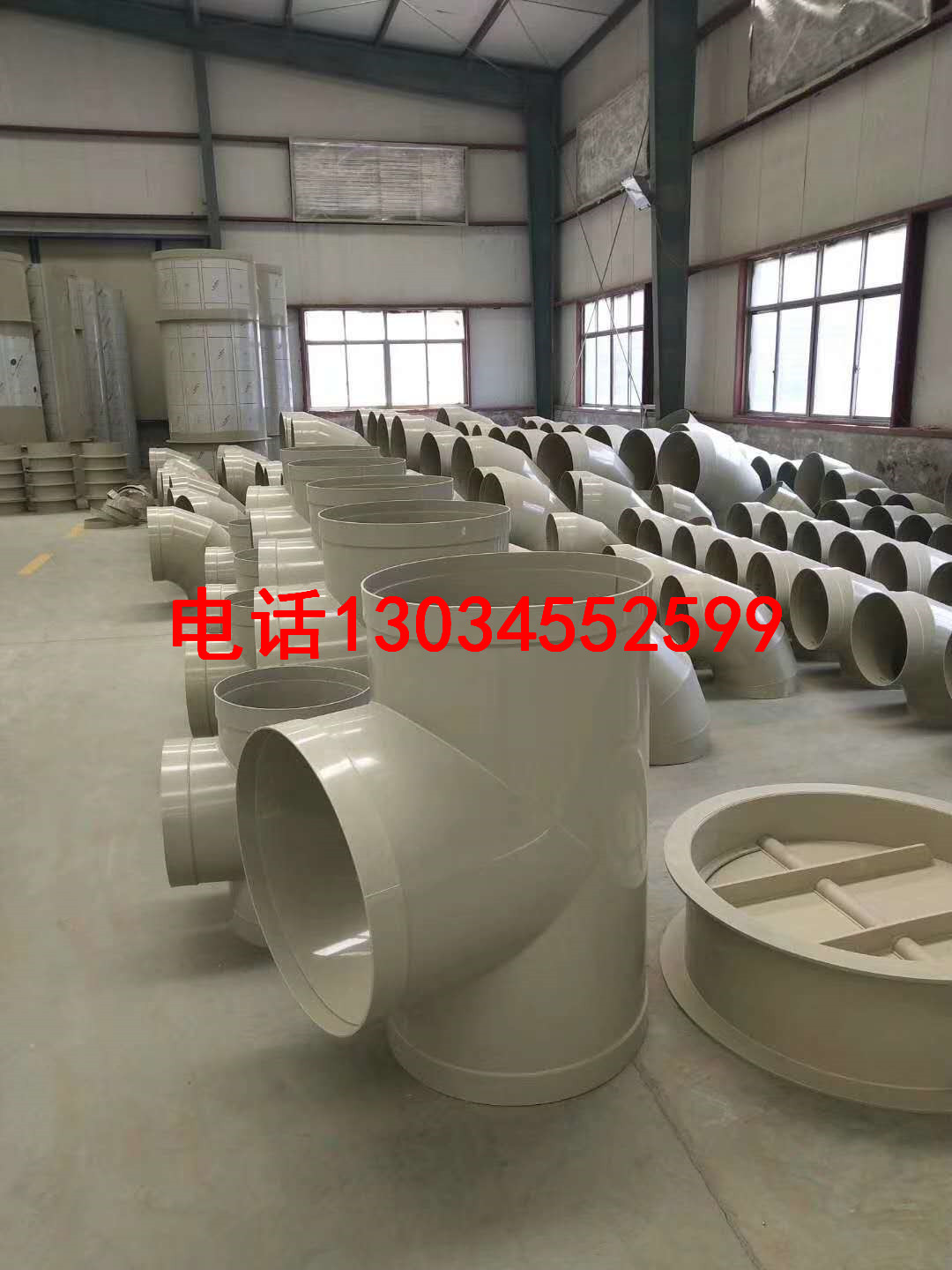
PPS阻燃風管因其***異的耐熱性、耐腐蝕性和阻燃性能,被廣泛應用于各種高要求的通風環境中。為了確保這些風管能夠高效、安全地運行,正確的安裝和連接方式顯得尤為重要。本文將詳細介紹PPS阻燃風管按順序相串接進行熱熔焊接的過程,以及這一技術的關鍵要點。
一、PPS阻燃風管的基本***性
PPS是一種高性能的工程塑料,具有出色的耐高溫性能,長期使用溫度可達200℃以上,短期甚至能承受更高溫度。此外,PPS還具有******的機械強度、化學穩定性和阻燃性,這使得它成為制作通風管道的理想材料。***別是在需要防火、防煙的場合,PPS阻燃風管更是不可或缺。
二、熱熔焊接的原理與***勢
熱熔焊接是一種通過加熱使兩個接觸面熔化,然后在壓力下冷卻固化,從而實現材料連接的方法。對于PPS阻燃風管而言,熱熔焊接具有以下顯著***勢:
1. 密封性***:熱熔焊接能夠形成緊密的接口,有效防止空氣泄漏,提高通風系統的效率。
2. 強度高:焊接后的接頭具有較高的機械強度,能夠承受一定的壓力和沖擊。
3. 操作簡便:相比其他連接方式,熱熔焊接無需復雜的輔助材料,操作更加簡便快捷。
4. 環保節能:焊接過程中不產生有害物質,且由于接頭的密封性***,有助于減少能源消耗。
三、PPS阻燃風管熱熔焊接的步驟
1. 準備工作
確保風管表面干凈、無油污和雜質。
檢查風管端口是否平整,如有不平需進行修整。
根據風管直徑選擇合適的熱熔焊機和模具。
a
2. 預熱與加熱
開啟熱熔焊機,對模具進行預熱至適宜溫度。
將待焊接的風管端口插入模具中,確保位置準確。
加熱一段時間后,觀察風管端口是否開始軟化。
3. 對接與加壓
當風管端口達到足夠的軟化程度時,迅速將其從模具中取出并對準另一根風管的端口。
在保持對接的同時,施加適當的壓力,使兩根風管緊密結合。
4. 冷卻與固化
保持壓力不變,等待焊接部位自然冷卻。
冷卻時間根據環境溫度和風管材質而定,一般需幾分鐘到十幾分鐘不等。
確認焊接部位完全固化后,方可松開壓力并進行后續操作。
5. 質量檢驗
對焊接完成的風管進行外觀檢查,確保無裂紋、變形等缺陷。
必要時可進行氣密性測試,以驗證焊接質量。
四、注意事項與常見問題解決
溫度控制:過高的溫度可能導致風管材料降解,過低則會影響焊接效果。因此,必須嚴格控制加熱溫度。
壓力調節:過***的壓力可能損壞風管,過小則無法保證焊接質量。應根據具體情況調整合適的壓力。
錯位問題:焊接前應仔細核對風管位置,避免出現錯位現象。一旦發生錯位,應及時糾正并重新焊接。
冷卻不足:如果焊接部位未充分冷卻就移動或受力,可能導致開裂。因此,務必等待足夠時間讓焊接部位完全固化。
五、結論
PPS阻燃風管按順序相串接進行熱熔焊接是一項既實用又高效的技術。通過掌握正確的焊接方法和注意事項,可以確保風管系統的安全穩定運行,為各類建筑和工業設施提供可靠的通風保障。隨著技術的不斷進步和應用范圍的擴***,相信未來PPS阻燃風管將在更多***域發揮重要作用。





 聯系廠家
聯系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部